刀头焊接
1538 2024-04-18 16:57 2024-04-21 15:33
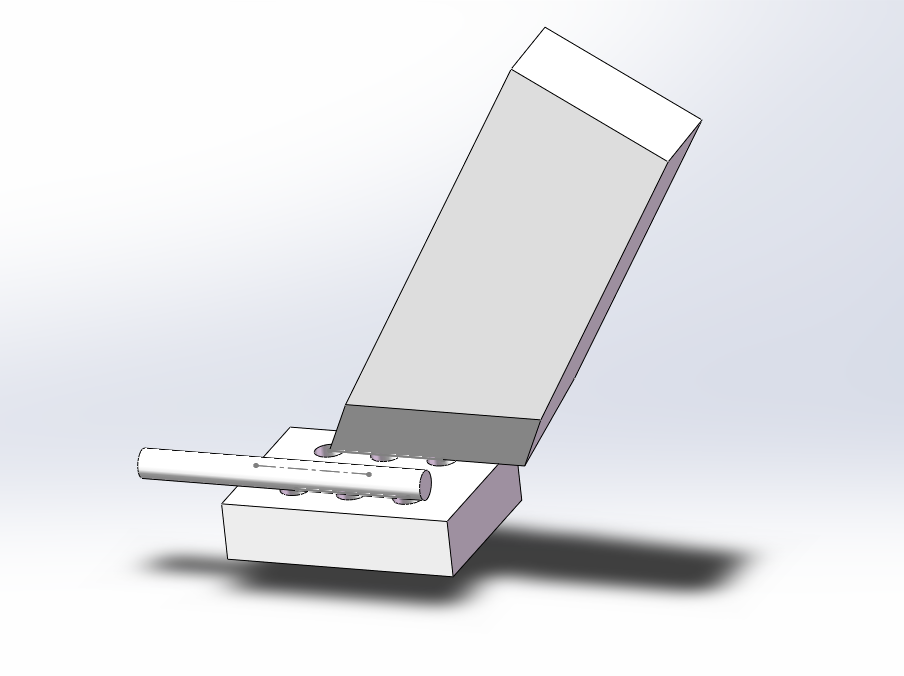

将焊盘平行桌面放置,好处是导线和烙铁左右手都是平行送入。避免烙铁在向右上扬离开时碰到塑料卡座。
刀头竖起虽然减少了接触面,但是有利于铜线的贴入,以及烙铁的垂直向上离开。如果采用烙铁右侧倒下,虽然加热面积大了,但是导线是要从上到下压入锡珠,配合不好会将铜线簇压散。
有一个飞友,说自己鸡屎焊,问什么原因。
回答他的主播说,是人的原因。
当一个人不想教你东西的时候。他就会说你悟性不够。要么是他懒,要么是他有既得利益不愿你来瓜分。
其实焊接并不是非要一次成型的工艺。只要你有解决问题的能力,有解决问题的手法、手段。那么就有了解决问题的底气,也就反而因为不会害怕失败,更容易一次性完美。
首先是烙铁温度,如果锡的流动性没有被激活。那么他就不会圆润饱满。流动性除了温度,还和助焊剂有关。往往长时间焊接会造成焊芯中的松香等物质挥发到空气中,锡的流动性、附着性也就变差,此时可以将烙铁沾入松香盒,可以带出松香油。在这层油膜包裹下,很容易圆润。
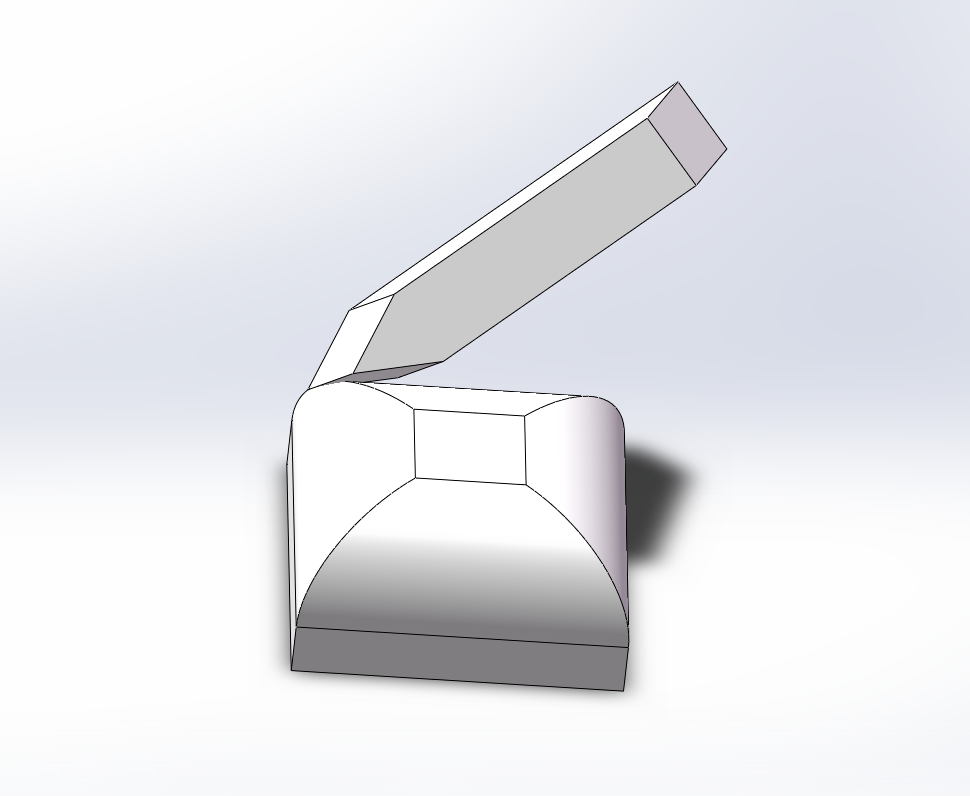
其次就是刀头的应用,向上面的方法,利用了刀锋的精准,但是散热面积就没有利用到,所以将刀头倒下,倒向要撤离的那一端,比如我是右手惯用手,以胳膊肘为圆心(或者前臂接触桌沿点),习惯向右上方撤离。那么就将焊件夹方向和撤离方向、烙铁的倾斜方向相一致(相顺)。这样不容易阻挡或者因为高温老铁的其他部分融化夹具。
如果要焊线、与焊盘都预上锡了,那么要焊线的每根铜丝也都吸收了焊锡。那么将要焊线放到刀头下面,与焊盘上的焊珠一起,三层:烙铁头、要焊线、焊珠同时缓缓加热、融成一个珠,撤离烙铁。灯带冷却,撤离要焊线的夹持手。里面会出现问题的。就是要焊线提前用力上顶刀头,造成要焊线分叉、变形扭曲。或者要焊线提前接触底部焊珠,被烙铁强行压扁进入焊珠。这都不可取。刀头下平面的温度,足以隔空融化要焊线上的锡和底部焊珠。所以该慢的时候,要等它溶化,然后该快的时候迅速撤掉电烙铁。如果拉丝了、鸡屎焊了,图上助焊油,缓缓靠近加热然后迅速撤离就好。流动性会让它恢复圆润。大的电源线可以用马蹄头来加热。
分类
热门文章

Tags
关于
提供Arduino芯片编程、Java网站设计、抢票系统、秒杀系统的支持以及创客服务
全部评论